
Introduction
The purpose of this article is to challenge readers to look at the implementation sequence of MES (Manufacturing Execution Systems), ERP systems and Long-term Planning in a different light. We will challenge the perception of MES as an extension of the Shop Floor Control functionality of ERP systems, and look at MES instead as the solid foundation meant to ensure a successful ERP implementation.
Accompany me along this path and let me expose you to some new ideas and concepts that might, at the very least, induce you to look at these systems, used to improve operations, in a completely different way than the way you look at them today.
MES as the foundation for a successful ERP implementation
MRP and MRPII functionalities, the portions of ERP systems that deal with Materials and Capacity Planning respectively, use a “management by exception” approach to delivering the benefits they are supposed to deliver.
Parameters are set up and logical calculations are made in a way that ensure the desired level of customer service, tying up the least possible amount of working capital in inventory and fixed assets, minimizing overtime and express freight outlays, and avoiding disruptions to the normal operation of the business as much as possible.
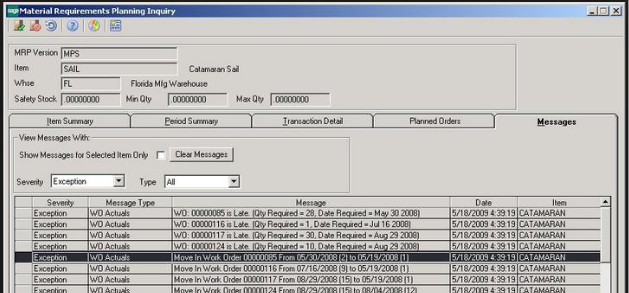
Based on those parameters, the system generates a plan. When the plan cannot be achieved without human intervention, the system generates messages alerting us of actions that need to be taken, i.e.:
- If, to fill a requirement, the time needed to procure the item is less than the standard stated time, the system will alert us with a “Leadtime Violation” message.
- If a requirement falls inside the frozen planning horizon, the time period where changes cannot be accepted automatically, the system will place the planned order immediately after the end of the frozen planning horizon period and alert us with an “Expedite” message.
- If a requirement is postponed, and a firm order is already in place to satisfy that requirement, the system will mark that order with a “De Expedite” message.
- If a requirement is cancelled, and a firm order is already in place to satisfy that requirement, the system will mark that order with a “Cancel” message.
3. If a requirement is postponed, and a firm order is already in place to satisfy that
requirement, the system will mark that order with a “De Expedite” message.
4. If a requirement is cancelled, and a firm order is already in place to satisfy that
requirement, the system will mark that order with a “Cancel” message.
For the system to help us achieve the desired outcome stated above, it is imperative that the following take place:
- Messages need to be real. Flooding the system with bogus messages defeats the goal of it helping manage planning and scheduling by exception.
- Messages should not be ambiguous. Messages should not require research and inquiries to assess their validity.
- Messages must be correct. If the system generates a message, the message should not induce the planner to perform actions contrary to the goal.
For messages to conform to the 3 requirements stated above, data must be:
- Accurate. Data inaccuracy, i.e., wrong purchased quantity of materials received into inventory, reporting wrong quantity produced, inaccurate BOM, incorrect Routings, over or under stated work centers’ capacity, etc. will drive the system to generate bogus or incorrect messages, requiring planners to research and validate them, creating more unproductive work instead of reducing it.
- Timely. Updates to data need to be as close as possible to real time, ensuring that decisions and actions being taken reflect the situation as close as possible to reality. Untimely updates of data will drive the system to generate messages that might be contradicted later with essentially the same effect as inaccurate data.
Why and when did data acquisition lag behind MRP and MRPII logic?
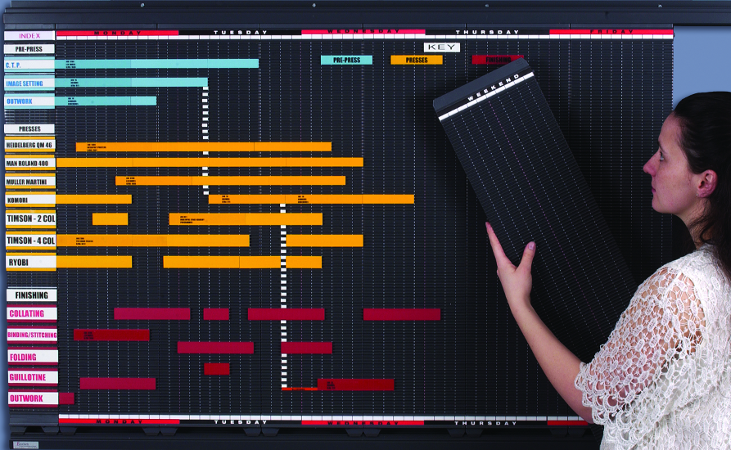
Twenty-five years ago, I was the Plant Manager at D. W. Haber and Son in the Bronx, New York. We planned shop orders using a humongous magnetic board in my office. Trying to schedule the whole factory on the board was an impossible task. By the time we finished updating the board, it was outdated already. Therefore, we concentrated on the main and longer operations – the ones that required using critical resources or workers with special skills, or that took longer to complete.
MRP and MRPII systems had already become quite popular with larger companies, but companies of our size were still planning and scheduling manually or using spreadsheets.
Since we were cognizant of the fact that the shop schedule on the board was not up to date but it rather represented the situation as it was a few days before, we used to validate the data only just before bringing the board up to date.
The limitations of our planning and scheduling process were very well understood, and nobody expected miracles. Yes, we used to pad inventory, and machines were certainly underutilized because we wanted to ensure that orders were shipped complete and on time.
We were always looking for affordable software that would allow us to improve planning and scheduling and provide the same or better customer service without increasing inventory (maybe even reducing it), and making sure we did not incorporate new machinery we did not need.
MRP and MRPII eventually did become a lot more affordable and, therefore, became an option for smaller manufacturing companies to incorporate them as tools to improve their operations.
What companies in general, both large and small, did not consider, was how important accurate and timely data acquisition was if MRP and MRPII systems were to work properly. That aspect of the process lagged and stayed behind until recently.
Even though automated and semi-automated data acquisition has been possible now for a few years, their adoption into the manufacturing space has not been as spread out as it might have been expected.

Companies implemented MRP and MRPII logic and if those implementations failed, and quite a few of them did, one of the main reasons was inaccuracy and/or untimeliness of the data.
That data inaccuracy or untimeliness drives the system, as explained in the introduction, to generate messages that are bogus or incorrect, and that therefore require substantial time spent researching issues, inquiring and segregating between those messages that need to be followed, those that need to be ignored, and those that need to be followed but only partially.
Many companies have tried to improve long-term planning before putting their house in order at the facility (plant) level. It seems self-evident that you can’t correctly plan what the situation is going to be regarding constraints in your critical work centers 12, 18, 24, 36, or 60 months ahead of time if you can’t even formulate a reliable schedule for the next 2 weeks. If your Routings and/or BOM are not correct, if the capacity of those critical work centers are severely over/understated, if your inventory is inaccurate, etc., long term planning will be meaningless.
How to ensure data acquisition is accurate and timely?
The conclusion of the abovementioned information should be that before embarking on an ERP implementation, the house should be in order as far as data accuracy and timeliness, and the best way to achieve that is by implementing an MES (Manufacturing Execution System).
This is a departure from mainstream thought. People usually consider MES an extension of ERP systems – a way to expand on the Shop Floor Control functionality of ERP systems. This approach places MES as a precursor to successful ERP implementations.
What data can MES help with?
- Machine’s idle time
- Actual assembly and disassembly time
- Receiving purchased materials in real time
- Reporting production in real time
- Registering the movement of inventory within the facility in real time
- Processing customer orders in real time
- Staffing requirements
- Machines and tool requirements
- Deviations from standard Routings
- Deviations from standard BOM
- Communicating quality data. Quantity good, quantity that needs rework, and quantity that needs to be scrapped to and from the shop floor in real time
- Being able to update the production schedule because of changes in customer requirements, delivery issues, or production issues as soon as you are aware of them.
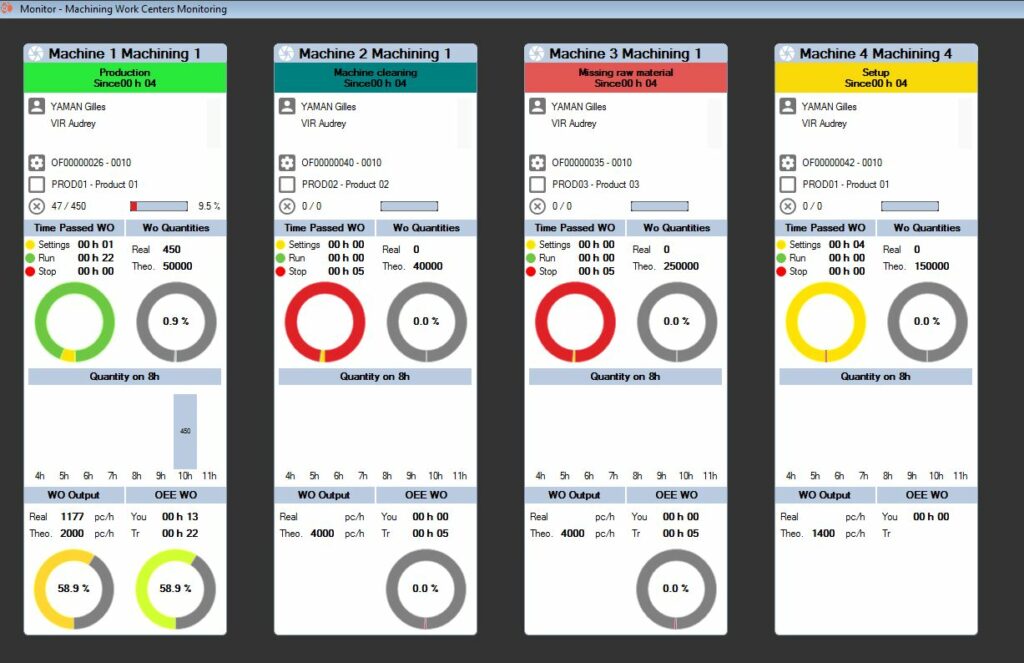
- OEE family of calculations – OEE, OOE, and TEEP
MES can help with providing accurate and timely data on all the above and more to improve operations in the plant.
When a house is built, the foundation needs to be built first and once the foundation is strong and stable, we can build the walls and the roof on it. Only once that is finished, can we do the interior decoration.
You should look at MES as the foundation, ERP systems as the walls and the roof, and long-term planning as the interior decoration, and they should be implemented in that order.
Conclusion
I am cognizant of the fact that many companies have already implemented ERP systems or upgraded their existing ones, and of course, I am not a proponent of reinventing the wheel and starting from scratch. Integrating an MES with your existing ERP system will help ensure satisfaction in the results from it. If you are considering upgrading to a new ERP system, I would suggest you consider implementing an MES before you do.
MES’ implementation costs are usually a fraction of what an ERP implementation costs, but the impact on the benefits of that ERP implementation are exponentially higher.
